���������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������������
Ancillary equipment designed for the transfer, collection, storage and disposal of dust and filler products utilised within the asphalt plant process
Site conditions, plant location and production requirements give rise to many variations of plant layouts and configurations to suit an individual customer requirements and Parker caters for them all.
Whether the asphalt plant is mobile, transportable, static, high level or low level, in all cases Parker filler handling systems are designed to compliment the same demanding engineering standards as the rest of the plant and give due consideration to all environmental, health and safety issues.
The range includes:
- Free standing low level silos for mobile asphalt plants
- Free standing silos on raised structures for conventional tower asphalt plants
- Free-standing silos on raised structures for tower plants
- Split compartment twin vertical silos for high level asphalt plants with integral product storage
- Horizontal, mobile silos for complimenting ultra-mobile plants
- Pneumatic conveyor systems filler screw conveyors and elevators for transfer of materials
Mobile Silo Specifications:
The size of silo will depend of the size of plant but is usually not less than 25% of the plant output capacity
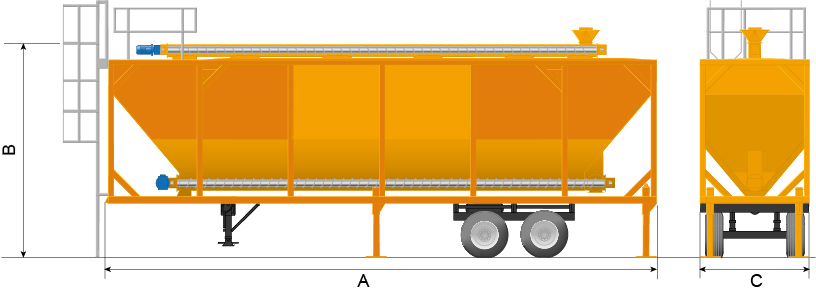
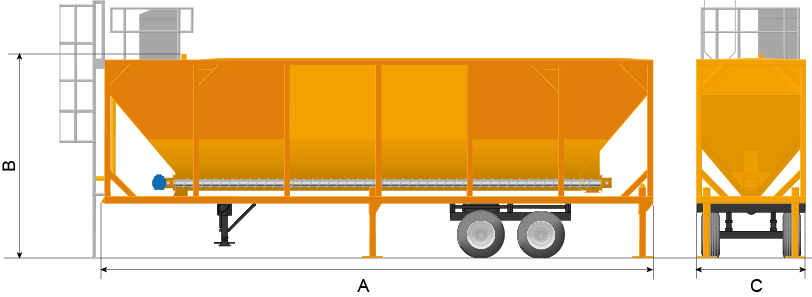
45m³ Mobile ~ Reclaimed horizontal filler silo with top mounted screw
45m³ Mobile ~ Imported horizontal filler silo with top mounted Jet Filter
| Travelling Dimensions |
| Capacity |
Dimensions (mm) |
| A |
B |
C |
| 22m³ (Reclaimed) |
8200 |
4850 |
2440 |
| 22m³ (Imported) |
8200 |
4460 |
2440 |
| 45m³ (Reclaimed) |
12260 |
4850 |
2440 |
| 45m³ (Imported) |
12260 |
4460 |
2440 |
Many asphalt plants operating with certain types of aggregate material generate excess filler dust that due to increased awareness and environmental legislation requires efficient disposal methods.
Parker offers two main alternatives:
- Wet dust conditioning unit where the excess dust is fed by screw conveyor into a continuous discharge mixer. Minimal water is added through spray bars positioned over the mixer where the twin contra-rotating shaft design provides conditioning of the dust and creates an easily manageable dust free cake to discharge to storage bay or truck for onward disposal.
- Dry dust disposal which is a system for delivering dry dust directly into tankers with the minimum dispersion. A retractable discharge bellows is connected to the discharge outlet of the silo or screw conveyor feeding excess dust to a tanker.
 English (UK)
English (UK)  Русский (RU)
Русский (RU)